


We have been waiting for many months but at last we can use a new standard (still a survey version) intended for conducting FMEA analysis, developed mutually by AIAG and VDA organizations. So far AIAG has elaborated its requirements for automotive tycoons in the USA (the last was the fourth edition of the handbook), while VDA issued VDA4 standard which showed the risk analysis from the point of view of the German automotive market. This frequently entailed a need to adopt various approaches to FMEA analysis in one company which fulfilled projects for example for Ford and VW (both of these customers expected the analysis to be documented in accordance with their own requirements). The new standard is supposed to be a compromise in terms of various expectations regarding FMEA form (similar to ISO/TS 16949, it has been designed as a „combination” of QS-9000 and VDA 6.1 requirements).
Changes in the new handbook can partially be considered revolutionary (e.g. departure from the domination of RPN indicator). They are partially legitimization of good practices with regard to FMEA analysis, which are well-known to experienced moderators. This is the case with respect to defining failures and evaluating their effects.

Fig. 1. New FMEA handbook elaborated by AIAG and VDA
Failures in PFMEA
FMEA analyses frequently prove to be ineffective because teams fail to analyze all failures and all effects, and skip (seemingly) minor problems or just are unable to identify them. It is certain that properly moderated analyses, based on fault trees (fig. 2), substantially limit the possibility of missing a failure (we start from requirements which somehow „automatically” lead to identification of potential irregularities). Despite this, many companies still work with such programs as MS Excel, MS Word (!), rather than benefit from the fault tree.
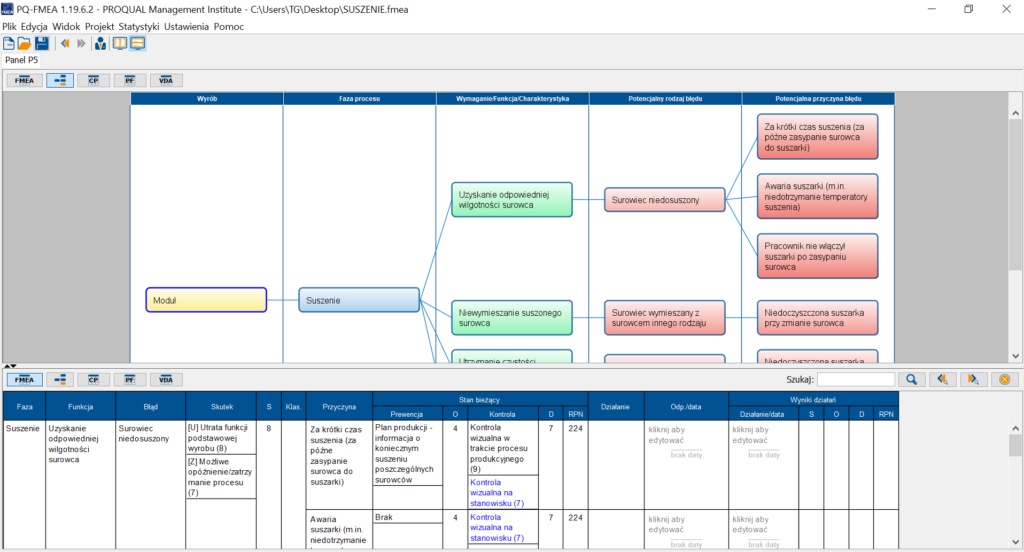
Fig. 2. Part of FMEA based on tree diagram (PQ-FMEA program, www.pq-fmea.pl)
The new handbook requires a detailed description of elements which constitute the process in question – starting from the product manufactured, through process stages, and ending up with process elements (human, machine, surrounding, etc.). From now on this will be one of the form elements (fig. 3).
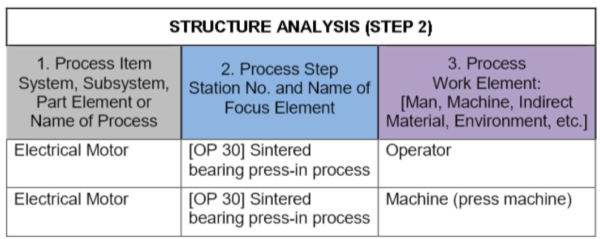
Fig. 3. Part of new FMEA form in accordance with AIAG/VDA requirements.
Secondly, every structure element will need expected required functions, and then their denial, that is failures and causes. This way analyses will be more complete.
Failure effects for customers
Considerable changes will apply in terms of evaluating failure effects for customers. Current AIAG requirements led to defining effects for customer-user and effects for manufacturing process (primarily external customer’s process, and a good practice was to consider internal effects). The fig. 4 demonstrates the example of a full and correct description of effects divided into particular customers.
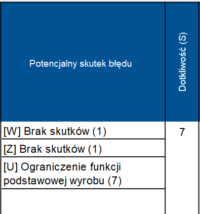
Fig. 4. Part of FMEA in terms of effects (PQ-FMEA program, www.pq-fmea.pl)
Division of effects into customers W, Z and U (internal, external and users) was not obligatory but documented FMEA team’s line of thinking properly.
New requirements leave no doubt as to customers for whom effects must be considered in the analysis (fig. 5).
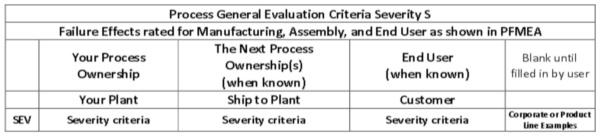
Fig. 5. Part of new failure effect evaluation table in accordance with AIAG/VDA requirements.
Whereas description of effects for internal customer and user has not changed substantially (when compared to current AIAG), it has been modified considerably for external customer (e.g. OEM process). Fortunately a completely illogical record on effect evaluation, e.g. SEV=4, has been ignored: 100% production may require repairs on site – no OEM customer will „deal with” repairing but withdraw non-compliant products (single items or series) and send them back to the supplier. Following the new approach, the effects will be determined by the impact on operator’s safety and OEM customer’s line downtime. For instance, SEV=6 means the production line downtime for less than 1 hour.
Conclusion
There is a number of changes in the new handbook. Some were concerned with AIAG requirements, while others with VDA. There is also a freedom of risk level assessment, which in turn may lead to the situation in which FMEA conducted by inexperienced persons is highly likely to become ineffective in terms of planning improvements. For sure a lot will depend on FMEA moderators who have been assigned with new, more specific, requirements, as stipulated in the new AIAG/VDA handbook
Author: Tomasz Greber
To download the article, go to “Download” section or click here.
 PhD Eng Tomasz Greber (consultant and coach, Managing Partner)
PhD Eng Tomasz Greber (consultant and coach, Managing Partner)
He has been dealing with quality and environment management systems, statistical methods in quality management, risk management, work organization, audits and surveys, KAIZEN/Lean and Six Sigma approaches for over 20 years. He implements and improves management systems, conducts training for internal, external and independent auditors. He moderates group workshops dedicated to risk analysis in manufacturing, trade and logistics processes.
He conducts training, workshops and consultancies for companies from various lines of business. He is a lecturer at state and private universities and post-graduate colleges. A speaker during many management-related conferences.
He is a Lower Silesia Quality Award holder, a long-time editor-in-chief in “Zarządzanie Jakością” magazine, member of the Control Council of certification unit, quality management system auditor. He publishes in the following magazines: Zarządzanie Jakością, Normalizacja, LAB, Problemy Jakości, Computerland and in conference publishing houses. He is an author of the following books: „Analiza FMEA. Kompendium wiedzy praktycznej” [FMEA analysis. Compendium of practical knowledge], „Statystyczne sterowanie procesami – doskonalenie jakości z pakietem STATISTICA” [Statistical process control – quality improvement with STATISTICA package] and co-author of the book entitled „Zarządzanie jakością w procesie integracji europejskiej” [Quality management in European integration].
He has a long-lasting experience in the field of managing quality, based on a number of accomplished projects and publications.
His projects are conducted in Polish and English.
Leave A Comment
You must be logged in to post a comment.