


Po wielu miesiącach oczekiwań ukazał się (na razie w wersji do ankietyzacji) nowy standard w zakresie prowadzenia analizy FMEA, opracowany wspólnie przez organizacje AIAG i VDA. Do tej pory AIAG rozwijał swoje wymagania spójne dla potentatów motoryzacyjnych w USA (ostatnią była czwarta edycja podręcznika), a VDA wydawał standard VDA 4, który pokazywał analizę ryzyka z punktu widzenia niemieckiego rynku motoryzacyjnego. Powodowało to nierzadko konieczność różnego podejścia do analizy FMEA w jednej firmie, która realizowała projekty, np. dla firm Ford i VW (każdy z tych klientów oczekiwał udokumentowania analizy zgodnie ze swoimi wymaganiami). Obecny standard ma stać się konsensusem w zakresie różnych obecnie oczekiwań co do kształtu FMEA (tak jak ISO/TS 16949 został opracowany jako „połączenie” wymagań QS-9000 i VDA 6.1). Zmiany w nowym podręczniku można uznać częściowo za rewolucyjne (np. rezygnacja z dominującej obecnie pozycji wskaźnika RPN). Częściowo są jednak usankcjonowaniem dobrych praktyk w zakresie analizy FMEA, które dla doświadczonych moderatorów nie są niczym nowym. Tak właśnie jest m.in. w przypadku definiowania wad i oceniania ich skutków. 
Rys. 1. Nowy podręcznik FMEA opracowany przez AIAG i VDA
Wady w PFMEA
Często nieskuteczność analiz FMEA wynika z tego, że zespoły nie analizują wszystkich wad oraz wszystkich skutków, pomijając świadomie mało (jak im się wydaje) ważne problemy lub po prostu nie potrafiąc ich zidentyfikować. Prawidłowo moderowane analizy, oparte np. na drzewach wad (rys. 2), mocno ograniczają możliwość przegapienia wady (wychodzi się tu bowiem od wymagań, które poniekąd „automatycznie” doprowadzają do zidentyfikowania potencjalnych niezgodności), ale wiele firm ciągle pracuje z programami typu MS Excel, a nawet MS Word (!) i nie wykorzystuje w ogóle dobrodziejstwa drzewa wad. 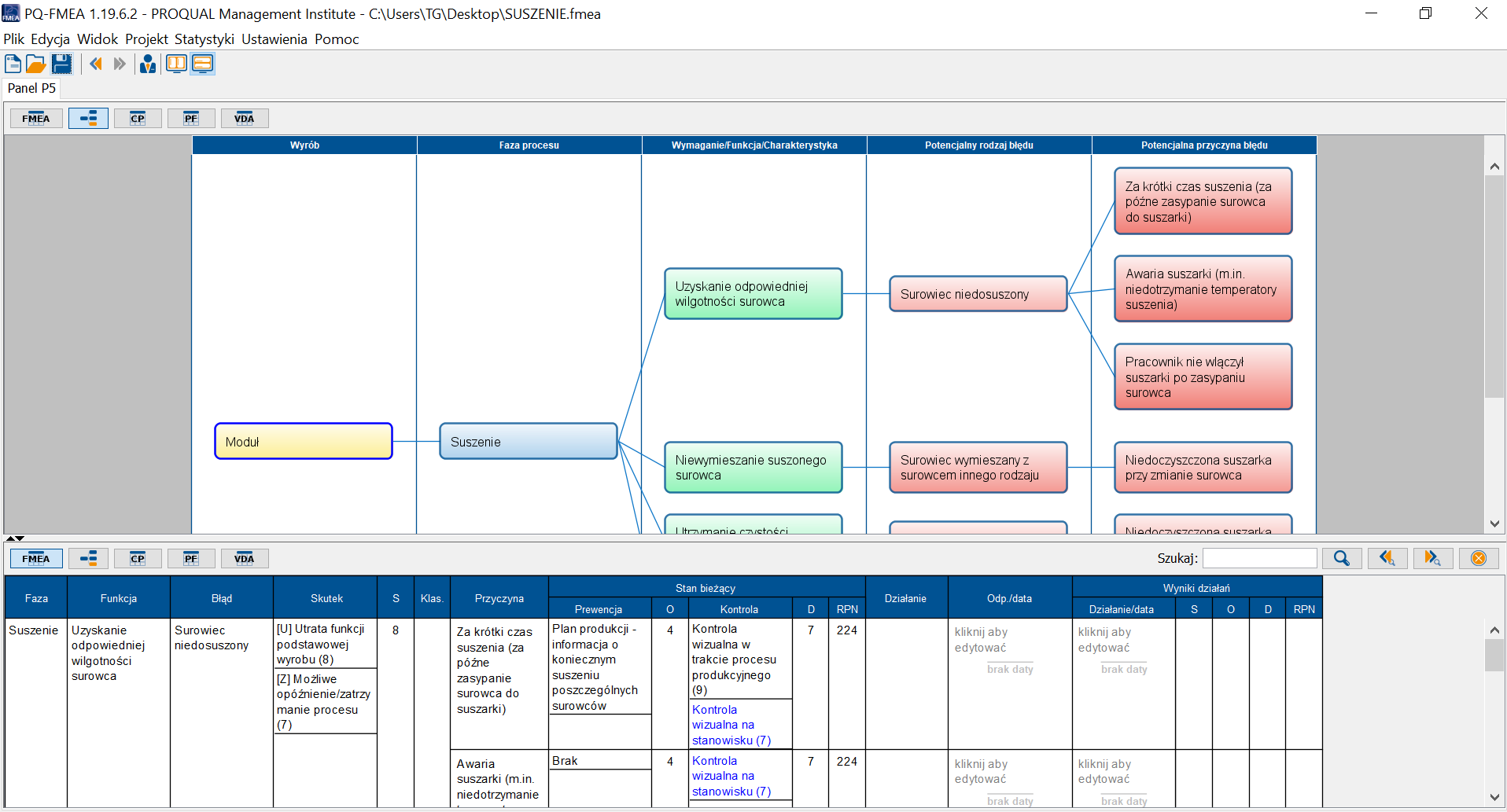
Rys. 2. Fragment FMEA opartego na diagramie drzewa (program PQ-FMEA, www.pq-fmea.pl)
Aby ograniczyć ryzyko niekompletnych analiz FMEA, nowy podręcznikwymaga po pierwsze szczegółowego rozpisania elementów składających się na analizowany proces – zaczynając od produkowanego wyrobu, przez fazy procesu, na elementach procesu kończąc (człowiek, maszyna, otoczenie itd.). Będzie to teraz jednym z elementów formularza (rys. 3). 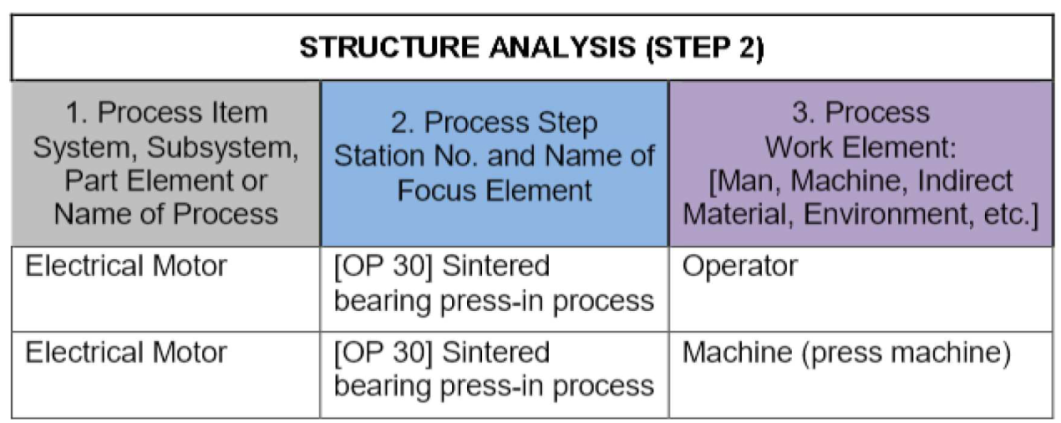
Rys. 3. Fragment nowego formularza FMEA wg wymagań AIAG/VDA
Po drugie, do każdego elementu struktury będzie trzeba dopisać oczekiwane, wymagane funkcje, a następnie ich zaprzeczenie, czyli wady i przyczyny. W ten sposób powinna się poprawić kompletność prowadzonych analiz.
Skutki wad dla klientów
Duże zmiany zajdą w zakresie oceniania skutków wad dla klientów. Obecne wymagania AIAG prowadziły do określania skutków dla klienta-użytkownika oraz skutków dla procesu produkcyjnego (głównie procesu klienta zewnętrznego, a dobrą praktyką było uwzględnianie skutków wewnętrznych). Na rys. 4 przedstawiono przykład pełnego, poprawnego, zgodnego z obecnymi standardami opisu skutków z podziałem na poszczególnych klientów. 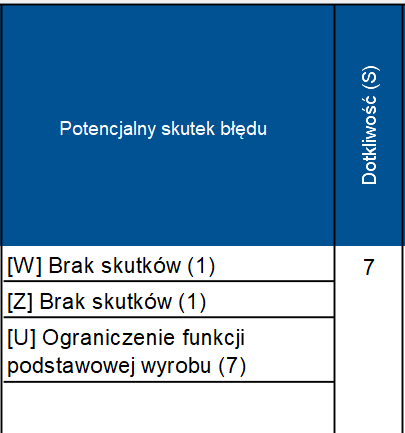
Rys. 4. Fragment FMEA w zakresie skutków (program PQ-FMEA, www.pq-fmea.pl)
Podział skutków na klientów W, Z i U (wewnętrznych, zewnętrznych i użytkowników) nie był obowiązkowy, choć dobrze dokumentował proces myślowy zespołu FMEA. Nowe wymagania nie pozostawiają złudzeń co do klientów, dla których skutki należy rozważyć w analizie (rys. 5). 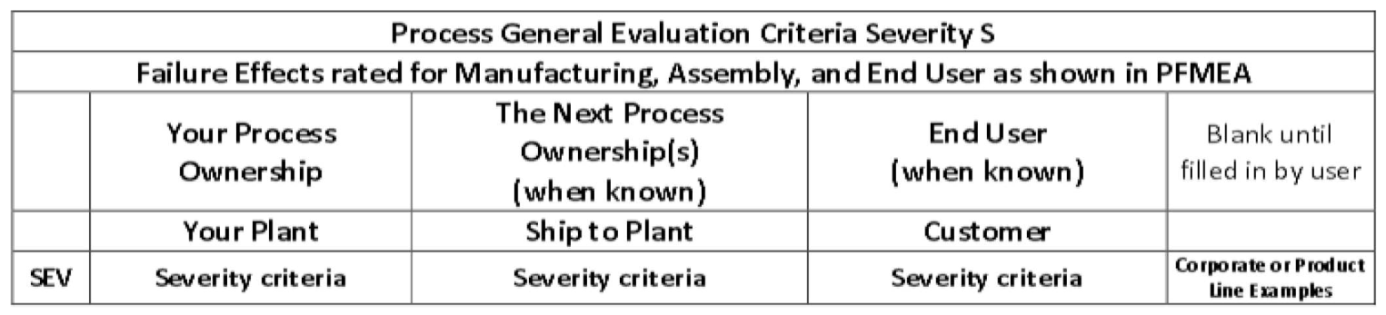
Rys. 5. Fragment nowej tabeli oceny skutków wad wg wymagań AIAG/VDA
O ile opis skutków dla klienta wewnętrznego i użytkownika nie zmienił się znacznie (w porównaniu z obecnym AIAG), o tyle dla klienta zewnętrznego (np. procesu OEM) opis uległ znacznej zmianie. Zrezygnowano, na szczęście, z zupełnie nielogicznego zapisu dotyczącego oceny skutków, np. SEV=4: 100% produkcji może wymagać naprawy na stanowisku – żaden klient OEM nie będzie się przecież „bawił” w naprawianie, tylko wycofa wyroby niezgodne (pojedynczo lub w serii) i odeśle je dostawcy. Według nowego podejścia skutki będą zależeć od wpływu na bezpieczeństwo operatora oraz czasu ewentualnego przestoju linii klienta OEM. Na przykład SEV=6 oznacza przestój linii produkcyjnej poniżej 1 godziny.
Zakończenie
Zmian w nowym podręczniku jest sporo. Niektóre poszły w kierunku wymagań AIAG, niektóre w kierunku VDA. Pojawiła się też opcja pewnej dowolności oceny poziomów poszczególnych ryzyk, co z kolei może spowodować, że FMEA prowadzone przez niedoświadczone osoby z dużym prawdopodobieństwem stanie się nieskuteczne w planowaniu wymaganych działań doskonalących. Na pewno wiele będzie teraz zależało od moderatorów FMEA, co do których zresztą w nowym podręczniku AIAG/VDA pojawiły się nowe, sprecyzowane wymagania. Autor: Tomasz Greber
 dr inż. Tomasz Greber (konsultant i trener, Partner Zarządzający) Od ponad 20 lat zajmuje się zagadnieniami związanymi z systemami zarządzania jakością i środowiskiem, metodami statystycznymi w zarządzaniu jakością, zarządzaniem ryzykiem, organizacją pracy, auditami oraz badaniami ankietowymi, podejściami KAIZEN/Lean oraz Six Sigma. Wdraża i doskonali systemy zarządzania, prowadzi szkolenia dla auditorów pierwszej, drugiej i trzeciej strony. Moderuje warsztaty grup zajmujących się analizą ryzyka w procesach produkcyjnych, handlowych i logistycznych. Prowadzi szkolenia, warsztaty oraz konsultuje firmy z różnych branż. Jest wykładowcą na państwowych i prywatnych uczelniach wyższych oraz studiach podyplomowych. Prelegent wielu konferencji związanych z tematyką zarządzania. Jest ekspertem Dolnośląskiej Nagrody Jakości, wieloletnim redaktorem naczelnym magazynu „Zarządzanie Jakością”, członkiem Rady Sterującej jednostki certyfikacyjnej, auditorem systemów zarządzania jakością. Publikuje w czasopismach: Zarządzanie Jakością, Normalizacja, LAB, Problemy Jakości, Computerland oraz w wydawnictwach konferencyjnych. Jest autorem książek „Analiza FMEA. Kompendium wiedzy praktycznej”, „Statystyczne sterowanie procesami – doskonalenie jakości z pakietem STATISTICA” i współautorem książki „Zarządzanie jakością w procesie integracji europejskiej”. Ma ogromne doświadczenie w zakresie zarządzania jakością potwierdzone wieloma zrealizowanymi projektami oraz licznymi publikacjami z tego zakresu. Prowadzi projekty w języku polskim i angielskim. dr inż. Tomasz Greber (konsultant i trener, Partner Zarządzający) Od ponad 20 lat zajmuje się zagadnieniami związanymi z systemami zarządzania jakością i środowiskiem, metodami statystycznymi w zarządzaniu jakością, zarządzaniem ryzykiem, organizacją pracy, auditami oraz badaniami ankietowymi, podejściami KAIZEN/Lean oraz Six Sigma. Wdraża i doskonali systemy zarządzania, prowadzi szkolenia dla auditorów pierwszej, drugiej i trzeciej strony. Moderuje warsztaty grup zajmujących się analizą ryzyka w procesach produkcyjnych, handlowych i logistycznych. Prowadzi szkolenia, warsztaty oraz konsultuje firmy z różnych branż. Jest wykładowcą na państwowych i prywatnych uczelniach wyższych oraz studiach podyplomowych. Prelegent wielu konferencji związanych z tematyką zarządzania. Jest ekspertem Dolnośląskiej Nagrody Jakości, wieloletnim redaktorem naczelnym magazynu „Zarządzanie Jakością”, członkiem Rady Sterującej jednostki certyfikacyjnej, auditorem systemów zarządzania jakością. Publikuje w czasopismach: Zarządzanie Jakością, Normalizacja, LAB, Problemy Jakości, Computerland oraz w wydawnictwach konferencyjnych. Jest autorem książek „Analiza FMEA. Kompendium wiedzy praktycznej”, „Statystyczne sterowanie procesami – doskonalenie jakości z pakietem STATISTICA” i współautorem książki „Zarządzanie jakością w procesie integracji europejskiej”. Ma ogromne doświadczenie w zakresie zarządzania jakością potwierdzone wieloma zrealizowanymi projektami oraz licznymi publikacjami z tego zakresu. Prowadzi projekty w języku polskim i angielskim. |
Zostaw komentarz
You must be logged in to post a comment.